Hojas de sierra de fricción Kaltes Sägeblatt para corte de metales Sierra de corte MBS Hardware 900mm x 110mm x 6.0mm Z=288
Las hojas de sierra de fricción se utilizan comúnmente para cortar tubos, tuberías, barras sólidas, ángulos de hierro, fundición, forjas, perfiles estructurales, palanquillas, etc.
Hojas de sierra de fricciónhasta 1200 mm de diámetro son herramientas de alta eficiencia fabricadas con placas de acero de eficacia probada con una resistencia a la tracción de 850 a 950 N/mm2.Hojas de sierra de fricciónse utilizan para cortar tubos y perfiles de acero a baja temperatura de trabajo, es decir, a una temperatura del material de hasta 250° C. Están fabricadas con acero al cromo-vanadio marcado (DIN 1.2235) y se someten a tratamiento térmico para alcanzar la relación óptima de tenacidad y dureza, lo que es adecuado para cortar material a alta velocidad de corte circunferencial. El principio de corte consiste en la fusión del material en el lugar de corte causada por un tipo especial de dientes.
Otros tamaños y especificaciones:
| Diámetro (mm) |
Ancho (B) |
Diámetro del agujero (D) |
Número de dientes (Z) |
| 350 |
2.2,2.5,3.0 |
32 |
160,180,200,220 |
| 400 |
3.0,3.5 |
40 |
140,160,180,200,216 |
| 430 |
4.0 |
80 |
210 |
| 500 |
3.5,4.0 |
65 |
160,180,200,210 |
| 550 |
3.5,4.0 |
70 |
136,160,180,216 |
| 600 |
3.5,4.0 |
80,90,100 |
180,200,216,268 |
| 650 |
3.5,4.0 |
80,90,100 |
180,200,216,268 |
| 700 |
4.5,5.0 |
60,90,100 |
216,240,300 |
| 750 |
5.0,5.5 |
65,70,90 |
180,248,295,300 |
| 800 |
5.0,6.0 |
65,85,90,100 |
250,260,366 |
| 900 |
5.0,6.0 |
110,120 |
208,238,288,340 |
| 1000 |
5.5,6.0 |
120,130 |
288,48,432 |
| 1050 |
5.5 |
110,120 |
288 |
| 1200 |
6.0,8.0 |
120 |
348 |

Las hojas de sierra de fricción de calidad están endurecidas en todo su espesor para mejorar la durabilidad y para un mejor servicio, ya que no se necesita ningún servicio, excepto el reafilado. Además, solo las hojas endurecidas en todo su espesor permiten una planitud superior, una excentricidad radial y lateral, y una tensión adecuada. La dureza recomendada está en el rango entre 42 y 46 HRc, pero puede variar según la aplicación y la preferencia del usuario. Los dientes se fresan en todo el cuerpo de la hoja para garantizar la mayor precisión, que es similar o incluso superior a la calidad de los dientes rectificados. La forma de los dientes es tal que favorece la limpieza de los residuos de la garganta del diente. En la mayoría de los casos, las hojas se rectifican huecas en ambos lados para evitar que la hoja se atasque durante el uso y para reducir la formación de grietas. Sin embargo, las hojas de sierra de fricción rectificadas en paralelo suelen mostrar un rendimiento igual de bueno y son más rentables. La producción de hojas de sierra de fricción requiere estrictos controles de calidad, ya que las altas velocidades de corte y el estrés extremo no permiten desviaciones de las tolerancias de producción para evitar posibles consecuencias desastrosas.
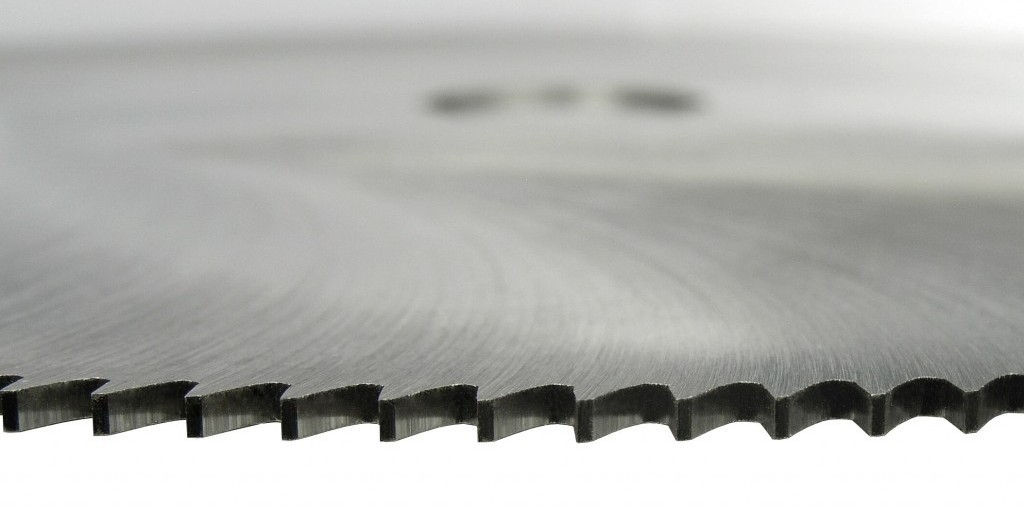
Tipo de dientes:
Para lograr la estabilidad necesaria durante el corte, la relación diámetro/espesor recomendada está en el rango de 0,6 a 1,0 % del diámetro; es decir, una hoja de 500 mm debe tener un espesor de aprox. 3 - 5 mm. Cabe señalar que el espesor de la hoja en combinación con el espesor del material a cortar determinan la potencia requerida de las máquinas de aserrado. Si la máquina es demasiado débil para la aplicación o para la hoja de sierra de fricción utilizada, el efecto en las características de corte será negativo. Las características de corte también están influenciadas por la forma y el paso de los dientes. Aunque se utilizan otras formas de dientes, el diente más comúnmente utilizado es la forma de "pico de loro", que se ha convertido en un estándar de la industria. El ángulo de ataque debe ser siempre negativo para a) mantener bajas las cargas de los dientes con el fin de minimizar la transferencia de calor a los dientes de la hoja, y b) para favorecer la limpieza de los residuos/virutas de la garganta del diente.